InjectionMolding
Prototype tools in as fast as 10 days. Production tools rated to a million shots. The fastest route from CAD to molded parts.
Domestic and overseas DFM.
Every project gets a 12-point DFM review before steel is cut. Cost, quality, and timeline issues sorted upfront, not after tooling is in progress.

Resin Selection
We match resin to your mechanical requirements, production volume, and budget.
Tool Material
Steel grade picked based on how many parts you need, how abrasive the resin is, and how long the tool needs to last.
Tool Action
We spec out slides, lifters, collapsing cores, and unscrewing mechanisms to match your part geometry.
Parting Line
Core/cavity split is defined early so cosmetic and dimensional problems don't show up later.
Gate Scheme
Gate type, location, and size chosen based on fill analysis, cosmetic needs, and how the resin flows.
Draft Evaluation
Draft angles set based on the resin and the surface texture you need.
Thickness Analysis
Wall thickness checked for uniformity; uneven walls cause sink, warp, and flow problems.
Ejection Pattern
Ejector pin layout planned for clean part release without marks or deformation.
Texture Evaluation
Surface finish specified: SPI polish grades, Mold-Tech textures, or custom patterns.
Venting
Vent locations and depths placed to prevent air traps and burn marks.
Weld Lines
We identify where flow fronts meet and flag any spots where weld lines could affect strength or appearance.
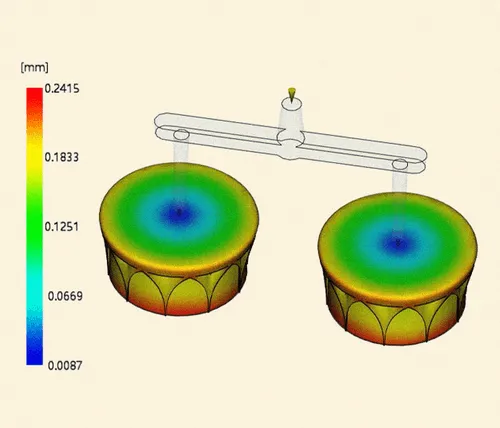
Warpage
Shrinkage and warpage risk checked against resin properties, wall thickness, and gate location.
Injection Molding Options

Prototype Tooling
Raw and real. When you need it yesterday and shot with the end-production resin, our plastic injection molding Modular Unit Die (MUD) program has you covered.

Bridge Tooling
Curated tools built with your unique requirements in mind. Removable cores, specialty action, reverse ejection, you name it, we're on it.

Production Tooling
Keep it simple. You've ID'd your tool SPI classifications. Whether it's production or export, we make it happen.
| Prototype (MUD) | Bridge | Production (SPI) | |
|---|---|---|---|
| Design Stage | Needs Validation | Validated / Market Launch | Full Production |
| Volume | 100–5,000 | 5,000–20,000 | 20,000–1,000,000+ |
| Lead Time | 10–15 days | 3–4 weeks | 4–6 weeks |
| Tolerance | ±0.005"–±0.010" | ±0.003"–±0.008" | ±0.002"–±0.005" |
| Benefits | Short lead time, easy revisions, real molded parts | Full tool actions, family tooling, better per-part pricing | Multi-cavity tools, lowest per-part cost at volume |
| Tradeoffs | Limited tool action, limited tool life | Tool life is limited without maintenance | Longer lead time and higher upfront tooling cost |
Injection Molding Resin: Polymer Families
The resin sets your part's strength, surface, and unit price before any steel is cut. Bring the application plus the mechanical, thermal, and cosmetic targets; our engineers narrow thousands of candidate grades to the two or three actually worth molding.
PA (Nylon / Polyamide)
Tensile Strength
~12,400 psi
Flexibility
High
Impact Strength
High
Temp Resistance
High
Chemical Resistance
Strong
FDA Compliant
Yes
Cost
$$$

A Deeper Dive Into Injection Molding
Prototype Injection Molding:
Why Prototype Injection Molding?
You need real molded parts to test the design, but you don't need a production tool yet. Prototype injection molding gives you parts in the actual production resin without committing to hardened steel. Same resin properties, real molded surface, way less money on the table.
Read moreShow less
Modular Unit Die (MUD) Program
Our MUD system uses a library of standard mold bases that accept interchangeable core and cavity inserts. Faster tool builds, lower cost, parts up to 10" × 10" × 5".
We won't ask you to dumb down the part to fit the system. If it's moldable, we'll figure out the action. Slides, lifters, unscrewing, all on the table.
For intricate features we'll hand-load inserts or run specialty tool actions. Labor-intensive on our side, but it keeps your tooling budget intact and gets you parts for real testing.
Top 5 Benefits of Prototype Injection Molding
- 01
Fast Tools: Molds made in as little as 10 days.
- 02
Real-World Testing: Injection-molded prototypes give you parts with the same material properties as final production parts, letting you validate fit, function, and appearance.
- 03
Design Validation: Catch cosmetic and dimensional flaws that 3D prints and CAD models miss.
- 04
Simple Changes: Fine-tune the part stage. The tools are soft, inserts are cheap, and we can modify tools in a matter of days.
- 05
Efficient Transition to Production: Learn and tweak parts with this tool, get product tested, and be poised for a smooth launch into production. (Investors and bosses like the reduced risk.)
Bridge Injection Molding:
Why Bridge Tooling?
Bridge sits between prototype and production. You get the durability and tool features of a real production tool, with the lead time and flexibility of a prototype tool. Most programs that go to market in under 6 months land here.
Read moreShow less
Real gate designs, full processing window, interchangeable inserts. Things a prototype tool can't give you.
Common use cases: validating a valve-gate scheme on a single cavity before scaling to multi-cav, or running a family tool with swappable inserts for related part numbers.
The most popular tier for programs that need real parts shipping while production tooling is still on the schedule.
Top 5 Benefits of Injection Molding Bridge Tooling
- 01
Great Lead Times: 3–4 week lead times.
- 02
Complex Tool Features: Specialty actions, every injection and ejection technique, every tool steel grade.
- 03
Production Testing: Process improvements and production know-how baked into the tool from day one.
- 04
Get to Market: Real production parts shipping while the production tool is still on the schedule.
- 05
Extendable Tool Life: Wearable parts get replaced. Pick a gentler resin and the tool lasts longer.
Placing inserts directly into the injection mold prior to molding is often the best-case scenario for strength and cost-effectiveness. However, this approach may not be ideal in cases where reworking misplaced inserts is necessary, as corrections can be more challenging.
Production Injection Molding:The End Goal
Why Production Tooling?
The design and process are locked. Now you need a tool built for shots, not iterations. Hardened steel, multi-cavity, full automation, 1M+ shot life with refresh.
Read moreShow less
By the time you're here, your assembly line is set, vendor contracts are signed, and the program is shipping. You need a manufacturing partner that can keep up. That's what we do.
Production tools are hardened steel, multi-cavity, with full automation. 4 to 6 week build, longer than prototype. Once it's running, your engineers stop touching the tool and start on the next program.
This is also where we tune the process: cycle times, gate balance, conformal cooling, foaming agents. Small gains here compound over a million shots.
Top 5 Benefits of Production Injection Tooling
- 01
Lead Time: 4 to 6 weeks for the tool build.
- 02
Tightest Tolerances: Hardened steel, full tuning before production. Best dimensional repeatability.
- 03
Tool Features: Hot tips, gas assist, air ejection, automatic core pulls, conformal cooling. Everything a real production tool needs.
- 04
Economies of Scale: Multi-cavity options sized to your forecast. We'll size the tool to the volume.
- 05
Long Life: 1M+ shot life, with refresh cycles built into the program.
- 06
Factory Flexibility: Domestic or offshore. Export tools built to SPI international standards.
Our Injection Molding Options
| Molding Stage | Prototype Tooling | Bridge Tooling | Production Tooling |
|---|---|---|---|
| Design / Product Stage | Needs Validation | Validated, Market Launch | Production |
| Production QTY | 100 – 5,000 | 5,000 – 20,000 | 20,000 – 1,000,000+ |
| Lead Time | 10 – 15 days | 3 – 4 weeks | 4 – 6 weeks |
| Tolerance | ±0.005" to ±0.010" ±0.13 mm to ±0.25 mm | ±0.003" to ±0.008" ±0.08 mm to ±0.20 mm | ±0.002" to ±0.005" ±0.05 mm to ±0.13 mm |
| Benefits | Short lead time, easy changes, real parts | Complex tool features, start of economy of scale, family tooling | Multi-cavity tools, economy of scale |
| Downside | Limited tool action, limited tool life | Limited tool life / maintenance required to get more | Higher lead time & cost |
At Glide MFG, we guide you in choosing the right methods, so you balance speed, cost, and functionality.
Injection Molding Tool Materials
Every tool gets the steel its program calls for: quick-machining aluminum when you need prototype shots this week, P20 or hardened H13 when the tool has a million shots ahead of it.
Aluminum (7075 / 6061)
Hardness
~12–15 HRC
Shot Life
50 – 5K
Tolerance
±0.003–0.005"
Machining
Fast
Thermal Conductivity
High
Tier
Prototype
Cost
$
Injection Molding Cost: Key Factors
The most significant cost factor in injection molding is the tooling, which can range anywhere from $5K to $500K+ depending on size and complexity. Managing key micro-factors can help reduce these costs, leading to significant savings. Below are 8 important areas that influence injection molding cost.
Read moreShow less
- 01
Manufacturing Location
Where your tooling is made can have a significant impact on both cost and timing. At Glide MFG, we offer the flexibility of facilities both overseas and domestic, so we can help you choose what works best for your needs.
- 02
Mold Classification
The Plastics Industry Association (PIA) defines several mold classes, each suited for different production needs. Choosing the right class can significantly impact tooling costs.
Production Tooling Classifications
- Class 101: For high durability and over a million cycles.
- Class 102: Suitable for medium-to-high production, up to a million cycles.
- Class 103: For up to 500,000 cycles, offering a balance of durability and cost.
Bridge Tooling Classification
- Class 104: Ideal for low-volume production, under 100,000 cycles.
Prototype Tooling Classification
- Class 105: Best for prototypes or limited runs under 500 cycles.
- 03
Mold Complexity
The complexity of your part design can drive up both tooling and manufacturing costs. Tight tolerances, intricate details, undercuts, and inserts increase tooling expenses and complicate production. Simplifying part designs wherever possible, adjusting parting lines or draft angles, can reduce costs. A thorough Design for Manufacturability (DFM) analysis with our experts identifies and mitigates costly complexities early.
- 04
Mold Cavitation
The number of cavities in a mold affects production volume and tooling cost. Adding cavities can reduce per-part cost, but increases the upfront investment. For projects with low to moderate production needs, adding unnecessary cavities can lead to excessive cost. Balance the need for more cavities with your actual production requirements.
- 05
Mold Material Selection
The mold material affects lifespan, performance, and cost. Steel molds are durable and suited for high-volume production; aluminum molds are more cost-effective but have a shorter lifespan. The chosen plastic material also plays a role, corrosive resins or those needing specific properties can affect both tooling and maintenance cost.
- 06
Gate Type
The type of gate influences cost, cycle time, and aesthetics. Two-plate molds are standard; three-plate molds offer more precise gating for larger or complex parts at a higher cost due to added complexity. Gate design depends on part size, complexity, and production needs.
- 07
Runner System
Injection molds use either cold or hot runners. Cold runners are less expensive and simpler but can create waste and increase cycle time. Hot runners are more complex and expensive but eliminate waste and reduce cycle time, making them ideal for high-volume production.
- 08
Mold Finishes
The finish of the mold directly impacts the part's appearance. Mold finishes vary in polish and texture, with each option adding cost. While aesthetic finishes are important, they can significantly increase tooling expenses. Close collaboration with your manufacturer ensures the finish matches the material and design needs of the part.
Need an Injection Molding Sample?
Request a SampleResin pricing for budgeting.
Material typically represents 20 to 30% of total injection-molded part cost.
| Resin | Price per lb |
|---|---|
| PA (Nylon) | $1.50–$2.50 |
| ABS | $1.20–$1.80 |
| PS | $0.90–$1.10 |
| PC | $1.90–$2.40 |
| POM (Acetal) | $2.20–$3.60 |
| PMMA (Acrylic) | $1.20–$1.50 |
| PE | $0.85–$1.25 |
| PP | $0.90–$1.30 |
| TPU | $2.50–$4.00 |
Prices do not include additives, recycled content, or sourcing-region variations.
Amorphous vs. semicrystalline.
Polymer structure matters for resin selection. These two categories behave differently under heat, stress, and chemical exposure.
| Property | Amorphous | Semicrystalline |
|---|---|---|
| Melting & Thermal | Softens over a wide temperature range | Sharp melting point |
| Formability | Good formability | Generally poor formability |
| Transparency | Transparent | Typically opaque |
| Chemical Resistance | Poor | Good |
| Bonding | Bonds well with adhesives or solvents | Difficult to bond |
| Stress Cracking | Prone to stress cracking | Resistant to stress cracking |
| Typical Uses | Structural parts requiring clarity | Bearing, wear, and chemical-resistant uses |
| Examples | PMMA, PC, ABS, PS | LDPE, HDPE, PP, PET |
Process, tooling, quality.
No hard minimum. Prototype MUD tooling handles runs as low as 100 parts. For production tooling, 5,000+ units usually makes the tooling investment worthwhile, but we look at every project on its own.
Prototype tooling runs 10 to 15 days, with parts shipping right after T1 approval. Bridge tooling takes 3–4 weeks, production tooling 4–6 weeks. Once the tool is approved, parts usually ship in 1–2 weeks.
Prototype tooling is aluminum or soft steel in modular MUD frames, fast and cheap, good for validation. Production tooling is hardened steel (P20, H13, 420SS) built to SPI standards with 100K–1M+ shot life, tighter tolerances, and full tool actions.
Yes. We mold all standard thermoplastics, ABS, PC, PP, Nylon, POM, TPE, TPU, and more. We source specialty resins, custom colors, and filled grades. Resin selection is part of the DFM review.
Yes. Insert molding (metal or plastic inserts), overmolding (TPE/TPU over rigid substrates), and two-shot molding at select facilities. All addressed during DFM.
STEP (.stp), IGES (.igs), SolidWorks (.sldprt), and Parasolid (.x_t). STEP is preferred. 2D drawings with tolerances and critical dims help us quote faster.
Every project gets a 12-point DFM review, resin, gate scheme, draft, wall thickness, ejection, and more, before any steel is cut.
ISO 9001 and ISO 13485 certified. We provide PPAP, APQP, ISIR/FAI, and AS9102B documentation on production programs. CMM inspection and full dimensional reports are standard.