UrethaneCasting
Production-quality parts in as fast as 10 days, no steel tooling to wait on. Silicone tools and cast urethanes for small-batch runs.
Engineer reviewed quote
Free instant quote, no email
Want to learn more? Read on.
Material Overview
Materials Used in Urethane Casting Process
Cast polyurethanes are two-part thermosets that cure at low pressure in silicone tools. Quick turnarounds, low capex, and resin properties that read close to production thermoplastics. Good for small-batch functional parts, design validation, or short production runs.
We blend additives per batch. Pick the mechanical, thermal, or cosmetic target (stiffness, heat resistance, clarity, Shore A softness) and we'll spec the resin.
Casting Resins
Polyurethane resins that behave like common thermoplastics. Each one is matched to specific mechanical, thermal, and cosmetic needs.
UP-5690
Simulates
ABS
Type
Rigid
Impact Resistance
Good
Heat Resistance
Good
Surface Finish
Standard
Use Case
Functional prototypes

Reference
Material Advisor
Match your target production resin to the closest urethane casting equivalent. Use these as a starting point, final selection depends on mechanical, thermal, and cosmetic requirements.
| Production Material | Urethane Equivalent |
|---|---|
| HDPE | UP-5690 |
| PP | UP-5690 |
| PET | UPX-5210 |
| POM | UP-5690 |
| ABS | T-8150 |
| PC-ABS | PX-223HT |
| PC | PX-223HT |
| Acrylic / PMMA (clear) | UPX-5210 |
| Nylon | UR-2180 |
| GF Nylon | UR-2180 + GF |
| TPE | T-0387 |
| Silicone | T-0387 |
| Rigid, FR V0 (UL94 V0) | T-8263 |
Think Urethane Casting might be the answer? Check out our no-strings-attached calculator tool “Instant Calculator”.
Instant CalculatorDesign Guidelines
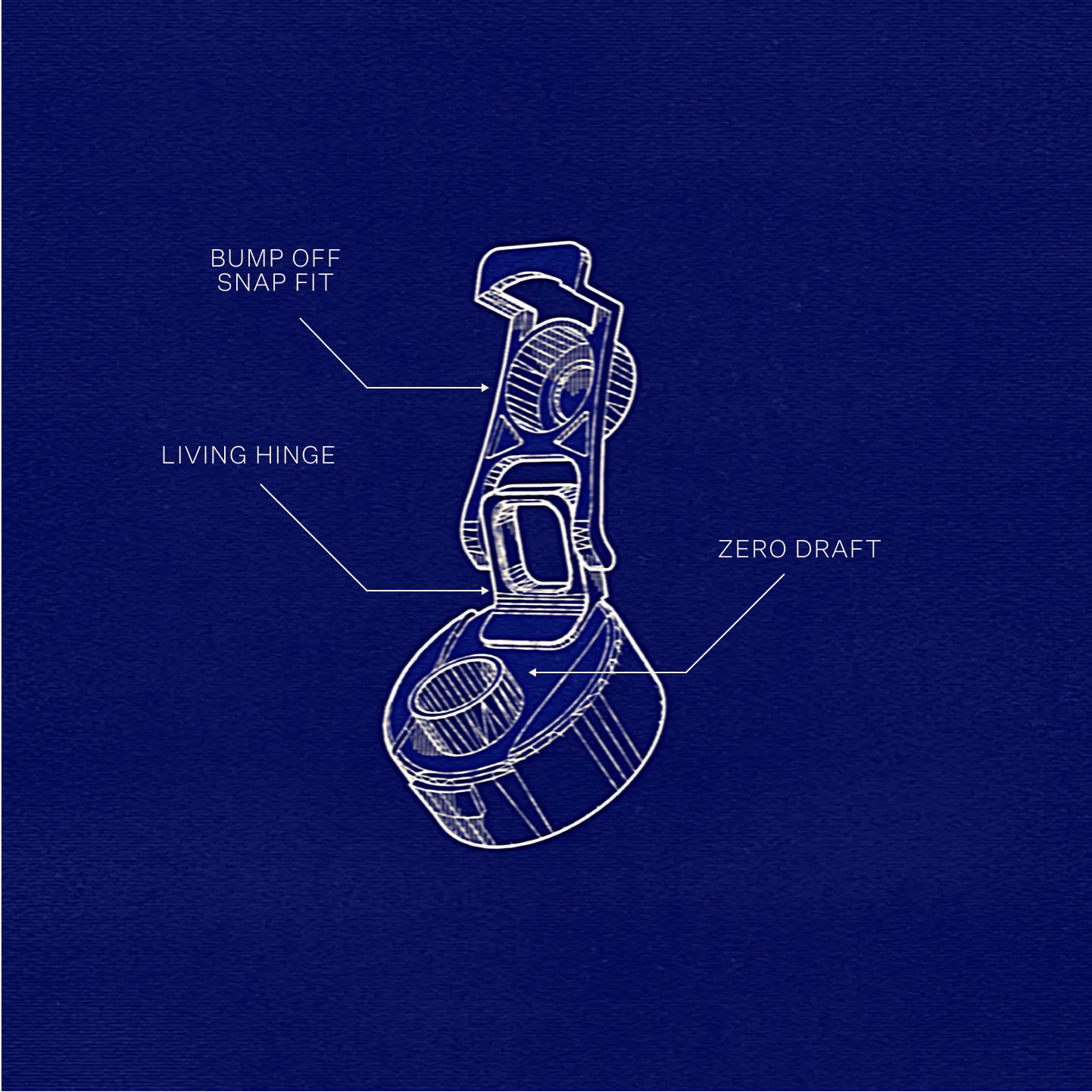
DFM Considerations
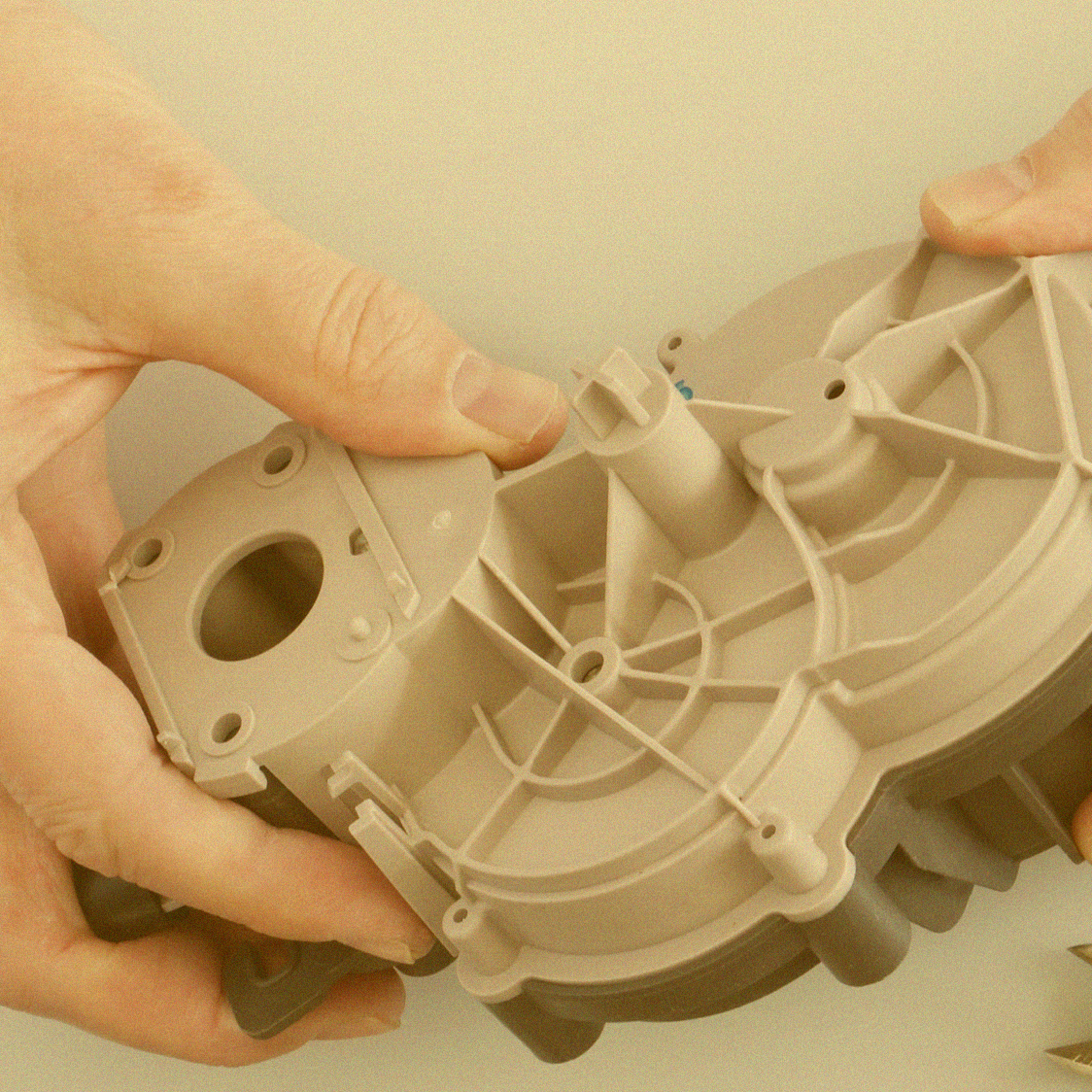
Urethane casting, or RTV (Room Temperature Vulcanization), is an efficient way to produce low-volume parts with injection-molding-like quality. With much quicker lead times, it's well-suited for a variety of thermoplastics, rubbers, and resins. The soft tooling is quick to make but has a short lifetime. The process follows three main steps: first, we create a master pattern using 3D printing or CNC machining; second, we pour liquid silicone around the master to build the mold; finally, the resin is poured into the mold to produce a high-quality replica.
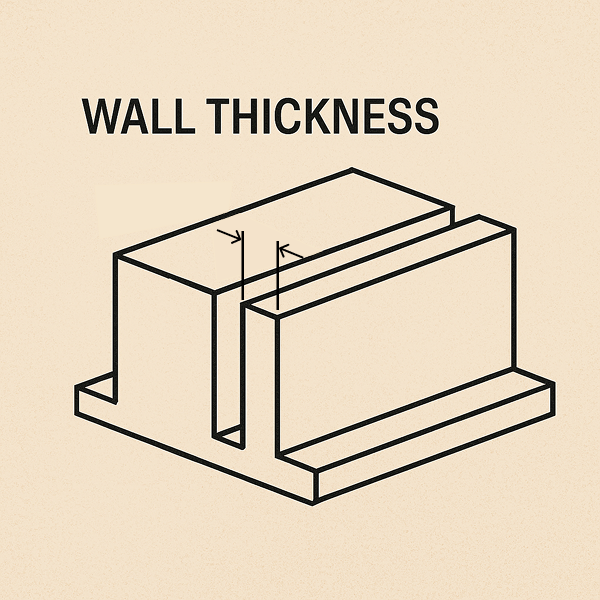
Wall Thickness
The flexibility to design both thin and thick walls in the same part is tempting, but we recommend maintaining a consistent wall thickness of at least 1mm.
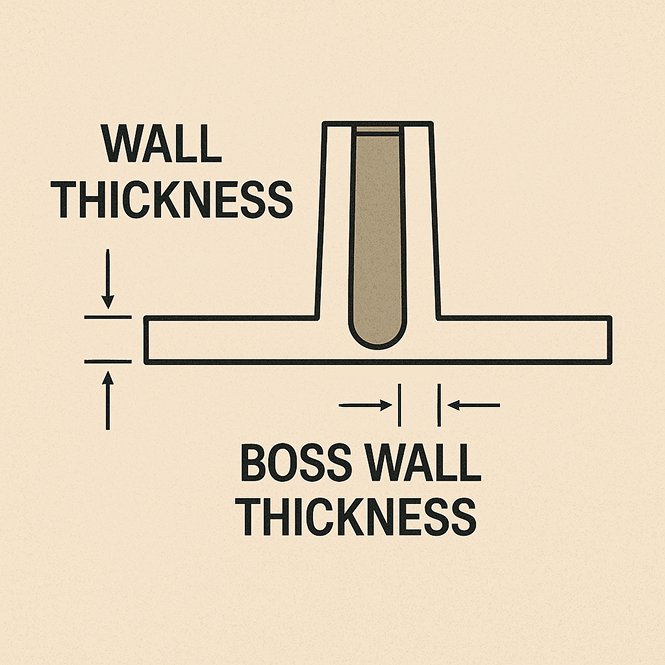
Bosses
Keep bosses at least 1mm in height and diameter with wall thickness no more than 60% of the nominal thickness to avoid sinkage.
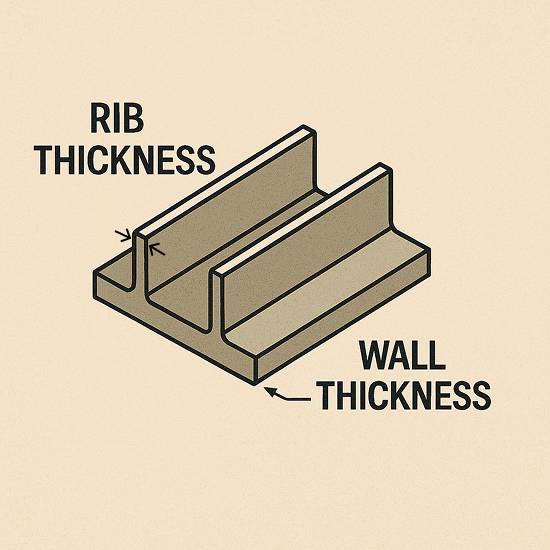
Ribs
Add ribs to strengthen large flat areas and reduce warpage. Like injection molding, maintain a thickness under 60% of its mating wall and limit the rib height to 3x of its base thickness.
Undercuts
Undercut features are easy, with no inserts needed, but if your goal is moving to injection molding it's smart to design with the production process in mind from the start.
Options
Urethane Casting Options
01
Lead Time

Master pattern and mold usually take 3–4 days to make, with parts turnaround in 7–14 days.
02
Painting

We have your cosmetic needs covered. Whether you need glossy or matte, textured or soft-touch, we'll meet your desired finishes.
03
Assembly
We'll handle secondary assembly tasks like inserts, screws, or simple glue assemblies. No matter how small the task, we're Onit.
04
Color Options
Naturally, urethane is milky-white in color. We'll blend the correct color pigmentation to match your specific PMS color.
05
Longevity
Our soft tools can output a minimum of 20 units, but we hold on to the master pattern for a year, and making new tools is a cinch.
06
Tolerances

Urethane casting holds ±0.010" plus ±0.003" per inch, making it ideal for refining part fits and avoiding over-engineering before investing in production tooling.
Finishes / Color Match / Assembly / Tolerances
Finishes: We match specific mold textures or polish finishes per part. Coatings available include EMI shielding, soft-touch paint, and clear coat.
Color Match: We cast in your Pantone color, then apply a final paint coat so scratches don't expose the natural resin underneath. Color holds up to real handling.
Assembly: Press-fit inserts, pad printing, PCB assembly, split and glue. Thermosets behave differently than thermoplastics, but the operations are the same.
Tolerances: Standard tolerance is ±0.010" plus ±0.003" per inch, looser than production injection molding. Use this stage to pin down tolerance budgets across multi-component assemblies before you commit to hard tooling. Saves over-engineering later.
Deep Dive
FAQs
No minimum. We cast single prototypes through runs of 500+ parts. Each silicone mold gets 15–25 parts, and we make new molds from the same master pattern.
Casting uses silicone molds instead of steel, tooling cost is 90–95% lower and lead time is 70% shorter, but per-part cost is higher. The crossover is usually around 500–1,000 parts. Below that, casting is cheaper. Above that, injection molding wins.
Finish replicates the master pattern. SLA masters give you smooth, paint-ready surfaces. CNC masters can replicate specific textures. Parts can be painted to any Pantone/RAL spec.
Yes. We have UL94 V0-rated polyurethane resins for flame-retardant applications. Material certs and test reports provided.
Standard is ±0.010" plus ±0.003" per inch. Shore A hardness tolerance is ±10A for rubber-like resins. Tighter tolerances possible with post-machining on critical features.
Each mold gets 15–25 parts depending on geometry and resin. New molds are made from the same master pattern at the same quality. Mold life is already factored into per-part pricing.
Yes. Threaded inserts, bushings, magnets, and other hardware can be cast in or heat-staked after. Insert placement is documented in the mold setup.
STEP (.stp) and IGES (.igs) preferred. 2D drawings in PDF for tolerances, finish, and color callouts. SolidWorks, Creo, and NX files also accepted.
